 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


ट्विन-स्क्रू एक्स्ट्रुजन प्रक्रियाको दक्षतालाई दोब्बर बनाउन तापक्रम नियन्त्रणलाई अनुकूलन गर्दै
Ningbo Fangli टेक्नोलोजी कं, लिमिटेडएक छमेकानिकल उपकरण निर्माता30 वर्ष भन्दा बढी अनुभव संगप्लास्टिक पाइप बाहिर निकाल्ने उपकरण, नयाँ वातावरण संरक्षण र नयाँ सामग्री उपकरण। स्थापना भएदेखि नै फङ्लीलाई प्रयोगकर्ताको मागमा आधारित भएर विकास गरिएको हो। निरन्तर सुधार, कोर टेक्नोलोजी र पाचन र उन्नत प्रविधि र अन्य माध्यमहरूको अवशोषणमा स्वतन्त्र अनुसन्धान र विकासको माध्यमबाट, हामीले विकास गरेका छौं।पीवीसी पाइप एक्सट्रुजन लाइन, PP-R पाइप एक्सट्रुजन लाइन, पीई पानी आपूर्ति / ग्याँस पाइप बाहिर निकाल्ने लाइनजसलाई चिनियाँ निर्माण मन्त्रालयले आयातित उत्पादनहरू प्रतिस्थापन गर्न सिफारिस गरेको थियो। हामीले "झेजियाङ प्रान्तमा प्रथम श्रेणीको ब्रान्ड" को उपाधि प्राप्त गरेका छौं।
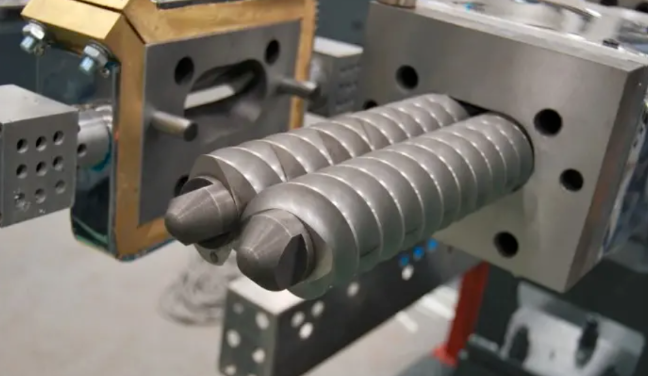
ट्विन-स्क्रू एक्सट्रुजन पोलिमर प्रशोधनमा प्रमुख प्रक्रियाहरू मध्ये एक हो। यसको स्थिर सञ्चालन र अन्तिम उत्पादनको गुणस्तर सटीक प्रक्रिया नियन्त्रणमा निर्भर गर्दछ, तापक्रम नियन्त्रण यसको केन्द्रमा रहेको छ।
उपकरण मोडेल, स्क्रू कन्फिगरेसन, र सामग्री विविधता को जटिलता को कारण, इष्टतम प्रक्रिया मापदण्डहरु अक्सर दीर्घकालीन प्रयोग र संचित अनुभव बाट व्युत्पन्न गरिन्छ। निम्नले जुम्ल्याहा-स्क्रू बाहिर निकाल्ने प्रक्रियामा धेरै मुख्य तापक्रम-सम्बन्धित कारकहरूको संक्षिप्त परिचय प्रदान गर्दछ।
०१ एक्सट्रुजन प्रक्रियाको तापक्रम
बाहिर निकाल्ने प्रक्रिया तापमान डिजाइन गर्दा धेरै कारकहरू विचार गर्नुपर्छ। प्राथमिक विचार सामग्री घटकहरू बीच उच्चतम पिघलने बिन्दु हो। उदाहरणका लागि, पोलीप्रोपाइलीन मास्टरब्याचमा, पोलिप्रोपाइलीन वाहकको उच्चतम पग्लने बिन्दु 170 डिग्री सेल्सियस हुन्छ, त्यसैले प्रत्येक क्षेत्रको लागि प्रक्रिया तापमान 170 डिग्री सेल्सियस वरपर सेट गरिन्छ। निस्सन्देह, यो तताउने विधिको आधारमा भिन्न हुन सक्छ; तापक्रम प्रतिरोध तताउने र विद्युत चुम्बकीय इन्डक्सन तताउने बिच फरक हुन्छ, पछिको सामान्यतया कम हुन्छ।
दोस्रो, प्रक्रिया तापमान उपकरण आकार र उत्पादन गति सम्बन्धित छ। उच्च आउटपुटले सामग्रीलाई नरम गर्न र पग्लन थप गर्मी चाहिन्छ, उच्च प्रक्रियाको तापक्रम आवश्यक हुन्छ। तापमान पनि कन्भेइङ र कतरनी आवश्यकताहरूमा आधारित सेगमेन्ट रूपमा डिजाइन गरिएको छ। उच्च तापक्रमले सामग्रीको चिपचिपाहट र कतरनी बल कम गर्छ, जबकि कम तापक्रमले चिपचिपापन र कतरनी बल बढाउँछ। प्रक्रियाको तापमान समायोजनले सामग्रीको अन्य भौतिक गुणहरू पनि विचार गर्नुपर्छ, जस्तै चिपचिपापन।
०२ फिड घाँटीको तापक्रम
फिड घाँटीको तापक्रम सेट गर्ने कुञ्जी भनेको सामग्रीलाई स्क्रूमा टाँसिनबाट रोक्नु हो, जसले सामान्य खुवाउन बाधा पुर्याउँछ। कतरण फैलाउनको लागि सामग्रीलाई चाँडै पग्लन अनुमति दिन, फिड घाँटीको तापक्रम टाँसिने कारण बिना सम्भव भएसम्म क्यारियरको पिघलने बिन्दुको नजिक हुनुपर्छ। केही सूत्रहरूमा, कम-पिघलने-बिन्दु additives धेरै सानो मात्रा मा उपस्थित छन्। यदि तिनीहरू पग्लिए पनि, तिनीहरूले समग्र सामग्री ढुवानीलाई महत्त्वपूर्ण रूपमा असर गर्दैनन्, त्यसैले प्रक्रियाको तापक्रममा तिनीहरूको प्रभाव न्यूनतम हुन्छ।
यद्यपि, केही सूत्रहरूमा धेरै कम-आणविक-वजन सामग्रीहरू हुन्छन्। थोरै बढेको तापक्रम, स्क्रू मार्फत डाउनस्ट्रीम हीटिंग जोनबाट स्थानान्तरण गरिएको तातोसँग मिलाएर, यी सामग्रीहरू फिड घाँटीमा समयअघि पग्लिन सक्छ, जसले सामग्री टाँस्ने र खुवाउने विफलता निम्त्याउन सक्छ। तसर्थ, प्रि-स्टार्टअप हीटिंगको समयमा, फिड जोनलाई कम तापक्रममा राख्नुपर्छ। यो कम तापक्रम कायम राख्न कूलिङ सक्रिय गर्न आवश्यक हुन सक्छ। अन्यथा, स्क्रू स्लिपेज र फिडिङ समस्याहरू स्टार्टअप पछि हुन सक्छ। स्टार्टअप असामान्यताहरूबाट बच्नको लागि, यो प्रायः सुरुमा परम्परागत रूपमा तापमान सेट गर्न र त्यसपछि स्टार्टअप पछि फिड क्षेत्रको तापक्रम कम गर्न राम्रो हुन्छ।
03 भेन्ट पोर्ट तापमान
भेन्ट पोर्ट तापमान सामान्यतया उचित रूपमा कम गर्न आवश्यक छ। सैद्धान्तिक रूपमा, पग्लनलाई सजिलै बाहिर निस्कन र भेन्ट ब्लीड हुनबाट जोगाउन, भेन्ट अघि र पछि दुवै क्षेत्रको तापक्रम समायोजन गर्नुपर्छ। यो समायोजनले सामग्री सजिलैसँग अगाडि बग्छ तर भेन्ट पोर्टबाट माथि र बाहिर बहनमा कठिनाइ हुन्छ। यद्यपि, स्थिर, द्रुत प्रवाह, राम्रो फैलावट, र कम पग्लने दबाबको अवस्थामा, भेन्ट पोर्ट तापमानमा विशेष समायोजन आवश्यक नहुन सक्छ। फलस्वरूप, धेरै अपरेटरहरूले यो प्यारामिटरमा ध्यान दिएनन्।
०४ मिक्सिङ खण्डको तापक्रम
मिक्सिङ खण्ड जुम्ल्याहा-स्क्रू मास्टरब्याच उत्पादन मा एक महत्वपूर्ण क्षेत्र हो। यसको तापमान नियन्त्रण कतरनी बल आवश्यकताहरु संग सम्बन्धित छ। यसको मुख्य कार्य पिग्मेन्टको कतरनी फैलावट हो, र कतरनी बल तापमानसँग नजिकबाट बाँधिएको छ: अत्यधिक उच्च तापक्रमले पग्लने चिपचिपापन र कतरनी बल कम गर्दछ। उचित रूपमा कम तापक्रमले चिपचिपाहट बढाउँछ, जसले गर्दा राम्रो कतरनी फैलावट हुन्छ। कतरनी बलको परिमाणले प्रायः मुख्य मोटर वर्तमानलाई प्रत्यक्ष असर गर्छ। त्यसकारण, अनुभवी अपरेटरहरूले मुख्य मोटर वर्तमानमा परिवर्तनहरूको आधारमा यस क्षेत्रमा प्रक्रियाको तापमान समायोजन गर्छन्।
05 टाउको मर्नुहोस्तापक्रम
डाइ हेडको तापक्रम डिजाइन: जब पग्लिने टाउकोमा पग्लिन्छ र पेलेटाइजिङको लागि बाहिर निकाल्न लागिएको छ (चाहे स्ट्र्यान्ड पेलेटाइजिङ, वाटर रिङ्ग, वा पानीमुनि पेलेटाइजिङ गरेर), तापक्रम सामान्यतया उचित रूपमा कम गर्न आवश्यक छ। परीक्षणले ब्यारेल भित्र पग्लिएको तापमानबाट यसको भिन्नतालाई ध्यानमा राख्दै एक्स्ट्रुडेट तापमान निर्धारण गर्न सक्छ। यसबाहेक, यदि अन-द-फ्लाई स्क्रिन परिवर्तकसँग सुसज्जित छ भने, स्क्रिन परिवर्तन गर्ने प्रक्रियाको अवधि र सफलता प्रायः चिपचिपापन र पिघलने प्रवाह दरसँग सम्बन्धित हुन्छ, जुन डाइ हेडको तापक्रम समायोजन गरेर व्यवस्थापन गर्न सकिन्छ।

तापक्रमभन्दा बाहिरका अन्य प्रभावकारी कारकहरू
०६ फिडर गति नियन्त्रण
फिडर गति नियन्त्रणले उत्पादनलाई प्रत्यक्ष असर गर्छ। स्थिर उत्पादनको समयमा, बाहिर निकाल्ने दर फिड दर बराबर हुन्छ। फिडर गति परिवर्तन गर्दा आउटपुट परिवर्तन हुन्छ र एकै साथ प्रक्रियालाई असर गर्छ। फिडरको गति बढाउनाले स्क्रूमा थप सामग्री थप्छ, प्रभावकारी रूपमा प्रक्रियाको तापक्रम घटाउँछ; यसको विपरित, फिडरको गति घटाउँदा प्रभावकारी रूपमा प्रक्रियाको तापक्रम बढ्छ। फिडर गतिमा परिवर्तनहरूले उत्पादनको फैलावटको गुणस्तरलाई पनि असर गर्छ। त्यसकारण, स्थिर मास्टरब्याच उत्पादन प्रक्रिया र अन्तिम उत्पादनको गुणस्तर सुनिश्चित गर्ने लक्ष्य राखेर, फिडर गतिमा समायोजनलाई समग्र रूपमा विचार गर्नुपर्छ।
०७ मुख्य स्क्रू गति
मुख्य पेंच गति स्क्रू को घुमाउने गति हो। स्थिर फिड गतिको साथ, मुख्य स्क्रू गतिमा भएको परिवर्तनले विस्तारै सामान्यमा फर्कनु अघि एक्स्ट्रुजन दरलाई क्षणिक रूपमा असर गर्छ। स्क्रू गतिको मुख्य भूमिका कतरनी फैलावटमा निहित हुन्छ, जुन उत्पादनको गुणस्तर नियन्त्रणको लागि अर्को महत्वपूर्ण कारक हो। यो तापमान र कतरनी दर बीच समन्वय आवश्यक छ। केही उत्पादनहरूलाई उच्च कतरनी चाहिन्छ, उच्च स्क्रू गति आवश्यक हुन्छ। अरूलाई कम कतरण चाहिन्छ, कम गति चाहिन्छ - अवश्य पनि, कम कतरण प्राप्त गर्न तापक्रम प्रक्रियामा समायोजन समावेश हुन सक्छ। प्रत्येक मेसिनको अधिकतम गति सीमा हुन्छ, जसलाई उपयुक्त सुरक्षा मार्जिनको साथ सम्मान गरिनुपर्छ।
08 पिघल दबाव
पिघल दबाव सामान्यतया 1 MPa तल राखिएको छ। यो स्क्रिन प्याक जालको आकार, रंगद्रव्य फैलावट प्रभावकारिता, पिघलको तापक्रम, र चिपचिपापनसँग सम्बन्धित छ। सानो स्क्रिन जाल, खराब रंगद्रव्य फैलावट, र कम पिघलने चिपचिपापनले उच्च दबाव निम्त्याउँछ; यसको विपरीत, दबाब कम छ। पिघल दबाव धेरै कारकहरूको एक व्यापक प्रतिबिम्ब हो; त्यसैमा आधारित सरल वा स्वेच्छाचारी निर्णयहरूबाट बच्न। यद्यपि, यो प्रक्रिया समायोजन र उत्पादन फैलावट को स्थिति निगरानी को लागी एक उपयोगी सन्दर्भ को रूप मा सेवा गर्न सक्छ।
09 स्क्रिन प्याक कन्फिगरेसन र प्रतिस्थापन
स्क्रिन प्याकहरूले पिघलिएको ब्याकफ्लोको कारणले फिल्टरेशन र बढ्दो कतरनी जस्ता कार्यहरू प्रदान गर्दछ। तिनीहरू विशिष्ट उत्पादन र गुणस्तर आवश्यकताहरू अनुसार उचित रूपमा कन्फिगर र प्रतिस्थापन गर्नुपर्छ।
१० पर्यावरणीय फोकसका लागिट्विन-स्क्रू एक्स्ट्रुडरहरू
ट्विन-स्क्रू एक्स्ट्रुडरहरूका लागि मुख्य वातावरणीय चिन्ताहरू हुन्: पहिलो, फिड घाँटीमा धुलो; दोस्रो, भेन्ट पोर्ट र डाइ हेडबाट ग्यासहरू; र तेस्रो, चिसो पानी उपचार। यिनलाई समुचित व्यवस्थापनका लागि व्यापक रूपमा समात्ने, फिल्टर गर्ने र सङ्कलन गर्ने प्रयास गरिनुपर्छ।

संक्षेपमा, तापक्रम कोर चर हो जुन सम्पूर्ण जुम्ल्याहा-स्क्रू एक्स्ट्रुजन प्रक्रिया मार्फत चल्छ। यो फिड दर, स्क्रू गति, र दबाब जस्ता प्यारामिटरहरूसँग जोडिएको छ, सामूहिक रूपमा पिघलने, कन्भेइङ, फैलावट, भेन्टिङ्ग, र सामग्रीको अन्तिम आकार निर्धारण गर्दै। एक स्थिर, उच्च-गुणस्तर बाहिर निकाल्ने प्रक्रिया तापमान प्रणालीको सटीक र समग्र नियन्त्रणमा निर्भर गर्दछ।
यदि तपाईंलाई थप जानकारी चाहिन्छ भने,Ningbo Fangli टेक्नोलोजी कं, लिमिटेडतपाईको सोधपुछलाई स्वागत गर्दछ। हामी व्यावसायिक प्राविधिक मार्गदर्शन वा उपकरण खरिद सुझावहरू प्रदान गर्नेछौं।
सोधपुछ पठाउनुहोस्

X
हामी तपाईंलाई राम्रो ब्राउजिङ अनुभव प्रदान गर्न, साइट ट्राफिक विश्लेषण र सामग्री निजीकृत गर्न कुकीहरू प्रयोग गर्छौं। यो साइट प्रयोग गरेर, तपाईं कुकीहरूको हाम्रो प्रयोगमा सहमत हुनुहुन्छ।
गोपनीयता नीति