 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी
")

पाइप एक्सट्रुजन प्रक्रिया
निङ्बो Fangli टेक्नोलोजी कं, लिमिटेड लगभग संग एक मेकानिकल उपकरण निर्माता हो प्लास्टिक एक्सट्रुसन उपकरणको 30 वर्षको अनुभव, नयाँ वातावरणीय सुरक्षा र नयाँ सामग्री उपकरण। यहाँ हामीले केही विस्तृत तयारी गरेका छौं पाइपको बाहिर निकाल्ने प्रक्रियाको बारेमा परिचय, निम्नानुसार:
पाइप एक ट्यूब वा खोक्रो सिलिन्डर हो तरल पदार्थको ढुवानी। "पाइप" र "ट्युबिङ" शब्दहरू लगभग आदानप्रदानयोग्य छन्। "ट्यूब" प्राय: अनुकूलन आकारहरूमा बनाइन्छ र थप विशिष्ट आकारहरू हुन सक्छ पाइप भन्दा सहिष्णुता, आवेदन मा निर्भर गर्दछ। "ट्युबिङ" शब्द पनि हुन सक्छ गैर-बेलनाकार प्रकृतिको ट्यूबहरूमा लागू गर्नुहोस् (अर्थात् वर्गाकार ट्युबिङ)। अवधि "ट्युबिङ" संयुक्त राज्य अमेरिका मा अधिक व्यापक रूपमा प्रयोग गरिन्छ र "पाइप" संसारको अन्य ठाउँमा।
पाइप मानक पाइप आकार द्वारा निर्दिष्ट गर्न सकिन्छ पदनामहरू, जस्तै नाममात्र पाइप साइज (संयुक्त राज्य अमेरिकामा), वा नाममात्र, बाहिर, वा भित्री व्यास र भित्ता मोटाई। धेरै औद्योगिक र सरकारी मापदण्डहरू पाइप र ट्युबिङको उत्पादनको लागि अवस्थित छ।
धेरै जसो पाइपहरू एक्स्ट्रुजन मार्फत बनाइन्छ, एक्सट्रुजन, डाइ, साइजिङ वा क्यालिब्रेट गर्ने यन्त्र वा को दिशा अनुसार इन-लाइन ट्याङ्की, पानी कूलिङ ट्याङ्की, कन्वेयर, र कटर, आवश्यक भएमा, र टेक अफ गर्नुहोस् लाइन को अन्त मा उपकरण। रेखाले चिन्ह लगाउने उपकरण वा ए समावेश गर्न सक्छ परीक्षण उपकरण। एउटा महत्त्वपूर्ण आवश्यकता एक्स्ट्रुडेटलाई छिटो चिसो पार्नु हो डाइमेन्सन र गुणहरूको नियन्त्रण राख्दा डाइको नजिक।
प्रक्रियाहरूमा समावेश विभिन्न छन् आयाम/आकारहरू नियन्त्रण गर्ने प्रविधिहरू जुन या त नि:शुल्क कोरिएका पग्लिन्छन् (सामान्यतया सानो व्यास ट्यूबहरूको लागि) वा साइजिङ सुविधाहरू। को कुल लागत पाइप उत्पादन गर्न 80% सम्मको सामग्री लागत समावेश हुन सक्छ। लक्ष्य छ सामग्री खपत कम गर्न सधैं कडा सहिष्णुता नियन्त्रण प्राप्त गर्न। विभिन्न डिजाइनहरूको आयामी र/वा मोटाई क्यालिब्रेटिंग डिस्कहरू प्रयोग गरिन्छ।
पग्लने गुणहरूको संयोजन, दर रेखाको गति, आन्तरिक हावाको चाप र शीतलनको दरले प्रभाव पार्छ ट्यूब को आकार। पानी कूलिंग मा डाइ देखि पिघल ड्रडाउन अनुपात कुण्ड सीधा ट्यूब को अन्तिम आकार संग सम्बन्धित छ। मा निर्भर गर्दछ प्लास्टिक प्रशोधन गरिँदै छ, अनुपात 4/1 देखि 10/1 सम्म हुन्छ। कम अनुपात प्रयोग गर्दै एक्सट्रुडेड-इन तनावलाई कम गर्न मद्दत गर्दछ, जसले सम्बन्धित समस्याहरू निम्त्याउन सक्छ संकुचन र तनाव क्र्याकिंग।
को विशेषताहरु मा निर्भर गर्दछ प्लास्टिक प्रशोधन भइरहेको छ, संकुचन पछि 24 घण्टा अवधि भित्र हुन सक्छ प्रशोधन लाइन छोड्दै। ट्यूब वा पाइप पनि अधीनमा हुन सक्छ एनिलिङ र अन्य पोस्ट अवस्थाहरू जसले संकुचनको डिग्रीलाई असर गर्न सक्छ।
त्यहाँ पाइप र ट्यूब धेरै फरक तरिकाहरू छन् तरल पदार्थ, ग्यास, ठोस, र अन्य सार्नमा प्रयोग हुने उत्पादनहरू। हुन सक्छन् सजावट, सुरक्षा समर्थन, र यति प्रदान गर्न आकार।
प्लास्टिक प्रशोधन लागत कम गर्न कदम पाइपहरू समावेश छन्:
1) बाहिरी व्यास (OD) कम गर्न काम गर्नुहोस् र आन्तरिक व्यास (आईडी) सहिष्णुता;
2) पाइप गुणस्तर र गुण मा सुधार मिश्रित सामग्रीहरू र प्रयोग गरिएको मिश्रण प्रक्रियाहरूको साथ लाभहरू अध्ययन गरेर;
3) स्टार्ट-अपको माध्यमबाट सेटअप समय घटाउनुहोस् एड्स र स्वचालन प्रणाली;
४) बिजुलीमा बचतको विकास गर्ने extruder को अनुकूलन द्वारा खपत; र
५) कुशल डाइज, कुलिङ ट्याङ्कीको प्रयोग, पुलर, र टेक अफ उपकरण।
तान्नेहरूको सहनशीलता नियन्त्रण हो न्यूनीकरण गर्न महत्वपूर्ण
OD र ID आयामहरू, विशेष गरी सानो ट्यूब आकार।
पुलर गति मा एक धेरै थोरै भिन्नता तिनीहरूको आयाम र प्लास्टिकको फोहोरलाई ठूलो प्रभाव पार्न सक्छ।
तलको तालिकाले सबैभन्दा सामान्य देखाउँछ पाइप एक्सट्रुसनमा समस्या निवारण।
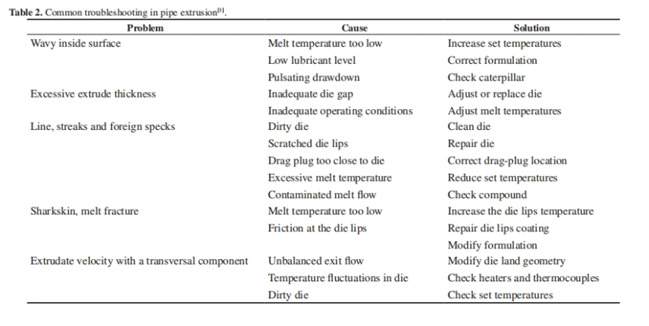
माथिको पाइप निकासी बारे हो प्रगति, तपाईंलाई केहि मद्दत प्रदान गर्ने आशा। आवश्यक भएमा स्वागत छ हामीलाई सम्पर्क गर्नुहोस।
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
सोधपुछ पठाउनुहोस्

X
हामी तपाईंलाई राम्रो ब्राउजिङ अनुभव प्रदान गर्न, साइट ट्राफिक विश्लेषण र सामग्री निजीकृत गर्न कुकीहरू प्रयोग गर्छौं। यो साइट प्रयोग गरेर, तपाईं कुकीहरूको हाम्रो प्रयोगमा सहमत हुनुहुन्छ।
गोपनीयता नीति