 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


पाइप एक्सट्रुजन प्रक्रिया, उपकरण, गुणस्तर दोष, आदि को परिचय।
Ningbo Fangli टेक्नोलोजी कं, लिमिटेडएक छमेकानिकल उपकरण निर्माता30 वर्ष भन्दा बढी अनुभव संगप्लास्टिक पाइप बाहिर निकाल्ने उपकरण,नयाँ वातावरण संरक्षण र नयाँ सामग्री उपकरण।स्थापना भएदेखि नै फङ्लीलाई प्रयोगकर्ताको मागमा आधारित भएर विकास गरिएको हो। निरन्तर सुधार, कोर टेक्नोलोजी र पाचन र उन्नत प्रविधि र अन्य माध्यमहरूको अवशोषणमा स्वतन्त्र अनुसन्धान र विकासको माध्यमबाट, हामीले विकास गरेका छौं।पीवीसी पाइप एक्सट्रुजन लाइन,PP-R पाइप एक्सट्रुजन लाइन, पीई पानी आपूर्ति / ग्याँस पाइप बाहिर निकाल्ने लाइनजसलाई चिनियाँ निर्माण मन्त्रालयले आयातित उत्पादनहरू प्रतिस्थापन गर्न सिफारिस गरेको थियो। हामीले "झेजियाङ प्रान्तमा प्रथम श्रेणीको ब्रान्ड" को उपाधि प्राप्त गरेका छौं।
I. प्रक्रिया प्रवाह
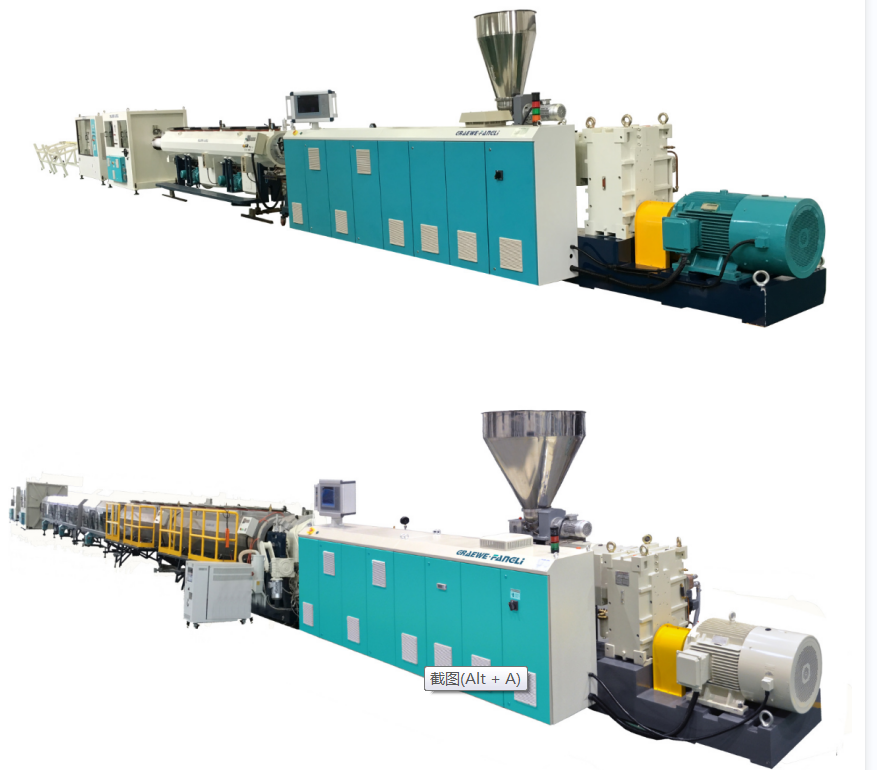
हाल, PVC र PO पाइपहरू घरेलू र अन्तर्राष्ट्रिय रूपमा उच्चतम मात्रा उत्पादनहरू हुन्।चित्र १polyolefin (PO) पाइपहरूको लागि उत्पादन प्रक्रिया प्रवाह रेखाचित्र देखाउँछ। प्लाष्टिकलाई एकसमान प्लाष्टिकाइज्ड पिघलको रूपमा स्क्रूद्वारा एन्युलर ग्याप डाइ (२) मा खुवाइन्छ, पाइप पेरिसन बाहिर निकाल्छ। यसले तुरुन्तै कूलिङ र साइजिङको लागि क्यालिब्रेसन एकाइ (3) मा प्रवेश गर्छ, त्यसपछि कूलिङ ट्याङ्की (4) मा थप पर्याप्त चिसो पार्छ। पाइप समायोज्य द्वारा एक स्थिर गति मा बाहिर तानिन्छढुवानी एकाइ(6), र अन्तमा कटर द्वारा निर्दिष्ट लम्बाइमा काट्नुहोस् (7)। 160mm भन्दा कम व्यास भएका पातलो पर्खाल पाइपहरू वाइन्डर (9) द्वारा रोलहरूमा कुण्डल गर्न सकिन्छ।

चित्र 1 PO पाइप उत्पादन प्रक्रिया प्रवाहको योजनाबद्ध रेखाचित्र
१---एक्स्ट्रुडर; २---पाइप मर; ३---क्यालिब्रेसन आस्तीन;
४---भ्याकुम क्यालिब्रेसन कूलिंग; ५---कूलिङ ट्याङ्की;
६---ढुवानी एकाइ; ७---कटर;
8--- प्रिन्टर; ९---कोइलर
II। प्रक्रिया र उपकरण
पीओ पाइप उत्पादनको लागि, एउच्च दक्षता एकल स्क्रू extruderचयन गर्नुपर्छ। फिड जोनले अक्षीय रूपले ग्रुभ गरिएको ब्यारेललाई रोजगार दिन्छ। स्क्रू लम्बाइ-देखि-व्यास (L/D) अनुपात 30–33:1 हो। स्क्रू संरचना फरक-फरक गहिराइ र पिच भएको दुई-चरणको डिजाइन हो: फिड खण्डमा पिच स्क्रू व्यास भन्दा कम छ, जबकि पिघल र एकरूपता खण्डहरूमा पिच स्क्रू व्यास भन्दा ठूलो छ। मिक्सिङ दक्षता बढाउनको लागि, केही स्क्रूहरू अतिरिक्त मिश्रण हेड तत्वहरूसँग सुसज्जित छन्। यस प्रकारको एकल-स्क्रू एक्स्ट्रुडरले अपेक्षाकृत उच्च आउटपुट र राम्रो प्लास्टिलाइजेशन प्रदान गर्दछ। उदाहरणका लागि, 90mm स्क्रू व्यास भएको एकल-स्क्रू एक्स्ट्रुडरले 600 kg/h भन्दा बढी आउटपुट प्राप्त गर्न सक्छ। यसबाहेक, क्याल्सियम कार्बोनेट, बेरियम सल्फेट, काठको पीठो, वा गिलास फाइबरले भरिएको PO पाइपहरूको उत्पादनमा सामान्यतया सह-घुमाउने ट्विन-स्क्रू एक्स्ट्रूडरहरू प्रयोग गरिन्छ।
PVC पाइपहरूको उत्पादन मौलिक रूपमा PO पाइपहरूको जस्तै छ। काउन्टर घुमाउने कोनिकल वा सामान्यतया प्रयोग गरिन्छसमानान्तर जुम्ल्याहा-स्क्रू extruders, सुक्खा मिश्रण पाउडर को प्रत्यक्ष निकासी अनुमति दिदै। तिनीहरूको आउटपुट साना-व्यास पाइपहरूको लागि 10 kg/h बाट 1100 kg/h सम्म ठूलो-व्यास पाइपहरूको लागि। स्क्रू L/D अनुपात विगत 18:1 बाट 25:1 मा बढेको छ। उदाहरणका लागि, एट्विन-स्क्रू एक्स्ट्रुडरएक 90mm स्क्रू व्यास संग 300 kg/h भन्दा बढी उत्पादन प्राप्त गर्न सक्छ।
चित्र १ बाट देख्न सकिन्छ, पाइप एक्सट्रुसन डाउनस्ट्रीम उपकरणमा मुख्यतया चिसो पानी ट्याङ्की हुन्छ,ढुवानी एकाइ, कटर, कोइलर, वा डम्प टेबल।
जब पाइप क्यालिब्रेसन र कूलिङ एकाइबाट बाहिर निस्कन्छ, यो कोठाको तापक्रममा पूर्ण रूपमा चिसो हुँदैन। यदि थप चिसो गरिएन भने, पाइप भित्ताको रेडियल दिशामा अवस्थित तापमान ढाँचाले तापमान वृद्धिको कारणले पहिले नै कडा बाहिरी तहलाई फेरि नरम बनाउन सक्छ, जसले विरूपण निम्त्याउँछ। अर्कोतर्फ, पाइपले ढुवानी गर्ने, काट्ने र घुमाउने उपकरणबाट हुने तनावलाई पनि सामना गर्नुपर्छ। तसर्थ, अवशिष्ट ताप हटाउनु पर्छ, पाइपलाई कोठाको तापक्रममा चिसो पार्दै। शीतलन विधिहरूमा पानी नुहाउने र स्प्रे कूलिङ समावेश छ। पानी नुहाउने कूलिंग ट्यांकमा, पानीको स्तरले पाइपलाई पूर्ण रूपमा डुबाउनु पर्छ। ट्याङ्की धेरै खण्डहरूमा विभाजन गरिएको छ। कूलिङ वाटर इनलेटलाई अन्तिम खण्डमा सेट गरिएको छ, जसले गर्दा पानीको प्रवाहको दिशा पाइप एक्सट्रुसन दिशाको विपरित हुन्छ, जसले कूलिङ तापक्रम ढाँचा सिर्जना गर्छ। यसले थप क्रमिक पाइप चिसो र कम आन्तरिक तनावमा परिणाम दिन्छ। चिसो पानी ट्याङ्की र क्यालिब्रेसन/कूलिङ एकाइ बीचको दूरी कुल कुल लम्बाइको दशांश भन्दा बढी हुनु हुँदैन; अन्यथा, पाइप बाहिरी पर्खाल र चिसो पानी बीच तापमान भिन्नता अत्यधिक वृद्धि हुन सक्छ। यद्यपि पानी नुहाउने विधि सरल छ, ट्याङ्कीमा माथिल्लो र तल्लो पानी तहहरू बीचको तापमान भिन्नताले पाइपको असमान चिसो र झुकाउन सक्छ। थप रूपमा, पाइपमा काम गर्ने उछाल बलहरूले सजिलैसँग विकृति निम्त्याउन सक्छ, यो विधि विशेष गरी ठूला-व्यासका पाइपहरू चिसो गर्नको लागि अनुपयुक्त बनाउँदछ।
को कार्यपाइप ढुवानी एकाइपहिले नै साइज गरिएको र चिसो पाइपलाई निश्चित ढुवानी-अफ गति र बल प्रदान गर्नु हो, पाइपमा साइजिङ उपकरणद्वारा उत्पन्न घर्षण बललाई पार गर्दै, जसले गर्दा पाइपलाई विन्डर वा डम्प टेबलमा स्थिर गतिमा बाहिर निकाल्छ। ढुवानी-अफ एकाइ पाइप उत्पादनको लागि डाउनस्ट्रीम उपकरणहरूको प्रमुख टुक्राहरू मध्ये एक हो र निम्न आवश्यकताहरू पूरा गर्नुपर्छ।
(१) दओसारपसारगति स्टेपलेस र सहज समायोजन गर्न सक्षम हुनुपर्छ, स्थिर गति हाउ-अफ सुनिश्चित गर्दै। अस्थिर ढुवानी-अफ गतिले पाइप व्यासमा उतारचढाव ल्याउनेछ। ढुवानी-अफ गति एक्सट्रुजन गतिसँग नजिकको समन्वय हुनुपर्छ। पाइपको पर्खालको मोटाईलाई ढुवानी-अफ गति नियमन गरेर समायोजन गरिन्छ: ढिलो ढुवानी-अफ गतिले बाक्लो पर्खालहरूमा परिणाम दिन्छ, छिटो गतिले पातलो पर्खालहरूमा परिणाम दिन्छ। सही ढुवानी-अफ गति चयन उत्पादन आयाम अनुरूप सुनिश्चित गर्न एक प्रभावकारी विधि हो। आधुनिक डिजाइनहरूले 30 मिटर/मिनेटसम्म अधिकतम हाउ-अफ गति हासिल गर्न सक्छ।
(२)एक स्थिरओसारपसारकुनै पनि धक्का-पुल घटना बिना बल कायम राख्नुपर्छ, अन्यथा यसले पाइपमा सतह लहरापन दोषहरू निम्त्याउन सक्छ। पर्याप्त ढुवानी बल पनि आवश्यक छ। सम्पर्क क्षेत्र र साइजिङ रेडियल दबावको साथ आवश्यक ढुवानी-अफ बल बढ्छ। साना र मध्यम-व्यास पाइपहरूको लागि, ढुवानी-अफ बल सामान्यतया 100-600 N हुन्छ; ठूला-व्यास पाइपहरूको लागि, यो सामान्यतया 800-10,000 N हुन्छ।
(३) को क्ल्याम्पिंग बलढुवानी एकाइग्रिपर समायोज्य हुनुपर्दछ र सतहमा क्षति वा विकृति नदिई विभिन्न व्यासका पाइपहरू समात्न सक्षम हुनुपर्छ। हाल, क्याटरपिलर-प्रकार ग्रिपरहरू व्यापक रूपमा प्रयोग गरिन्छ। यी 2 देखि 12 ट्र्याकहरू पाइप वरिपरि समान रूपमा व्यवस्थित हुन्छन्। ट्र्याकहरू निश्चित संख्यामा रबर/प्लास्टिक क्ल्याम्पिङ ब्लकहरूसँग इम्बेड गरिएका छन्, प्रायः अवतल वा कोणले पाइपमा रेडियल दबाब लागू गर्ने क्षेत्र बढाउनको लागि। क्ल्याम्पिङ बल समायोजन वायवीय, हाइड्रोलिक, वा लीड स्क्रू-नट मेकानिज्महरू मार्फत हासिल गरिन्छ। ट्र्याकहरूको संख्या पाइप व्यास संग बढ्छ।
पाइपलाई निश्चित लम्बाइमा तानेपछि, यसलाई लम्बाइमा काट्नु पर्छ। कटरहरू विभिन्न प्रकारका हुन्छन्, पाइपको व्यास र पर्खालको मोटाई, सामग्रीको प्रकार, काटिएको लम्बाइ, काटिएको गुणस्तर, काट्ने फारम, इत्यादिको आधारमा चयन गरिन्छ। गिलोटिन प्रकारका स्वचालित कटरहरू र गोलाकार रेडियल आराहरू साना र मध्यम व्यासका पाइपहरू काट्नका लागि उपयुक्त हुन्छन्। ग्रह स्वचालित कटर ठूलो व्यास पाइप लागि उपयुक्त छन्। कट आदेश प्राप्त गरेपछि, कटरले पाइपलाई क्ल्याम्पले समात्छ र काट्ने कार्य पूरा गर्दा पाइप हट-अफ दिशामा सर्छ। काटिसकेपछि, वायमेटिक मेकानिजमले यसलाई रिसेट स्थितिमा फर्काउँछ।
कोइलर र डम्प तालिका। झुकाउने क्रममा विकृत नहुने पाइपहरूलाई वाइन्डर प्रयोग गरेर स्वचालित काटन र अनलोडिङको साथ कुण्डलहरूमा घाउ गरिन्छ। घुमाउरो रैखिक गति एक्सट्रुजन गतिसँग सिंक्रोनाइज गरिएको छ र स्टेपलेस समायोजित गर्न सकिन्छ। जब बाहिर निकाल्ने गति 2 m/min भन्दा कम हुन्छ, एकल-स्टेसन वाइन्डर सामान्यतया प्रयोग गरिन्छ; जब एक्स्ट्रुजन गति 2 मि/मिनेट भन्दा बढी हुन्छ, एक दोहोरो-स्टेसन वा बहु-स्टेशन वाइन्डर पनि प्रयोग गर्नुपर्छ।
III। पाइप दोषहरू नियन्त्रण गर्ने मुख्य कारकहरू
चित्र १ मा प्रक्रिया प्रवाहको क्रम पछ्याउँदै, गुणस्तर दोषहरू हटाउनका लागि मुख्य सम्बन्धित कारकहरू तल सूचीबद्ध छन्।
(१)खुवाउने खण्ड:कच्चा माल निर्माण; कच्चा माल को आकार र आकार; रंग विधि; सुकाउने विधि; रिग्राइन्ड/रिसाइकल सामग्रीको मिश्रण; additives को प्रकार र मापन; हपर घाँटी को चिसो क्षमता।
(२)एक्स्ट्रुडर: पेंच व्यास; पेंच एल/डी अनुपात; स्क्रू कम्प्रेसन अनुपात; पेंच संरचना प्रकार; पेंच गति; venting प्रदर्शन; स्क्रू तापमान नियन्त्रण; ब्यारेल ताप र शीतलन नियन्त्रण; एक्स्ट्रुडर क्षेत्रहरूमा तापमान प्रोफाइलहरू; बाहिर निकाल्ने टोक़; शक्ति खपत; एडाप्टर; स्क्रिन परिवर्तकको लागि तापमान चयन र नियन्त्रण; स्क्रिन प्याक प्रकार र विशिष्टता।
(३)मर्नुहोस्:डाइ ग्याप; भूमि लम्बाइ; मर संरचना प्रकार; प्रवाह च्यानल आकार; पिघल वितरण; तापमान सेटिङ र नियन्त्रण; टाउको दबाब मर्ने; पर्खाल मोटाई नियन्त्रण।
(४) क्यालिब्रेसन र कूलिंग:क्यालिब्रेसन विधि; क्यालिब्रेटर आयामहरू; भ्याकुम बक्स भ्याकुम स्तर वा आन्तरिक दबाव क्यालिब्रेसन ट्यूब वायु दबाव र लम्बाइ; क्यालिब्रेसन प्रणाली को सील; अंशांकन समय; चिसो पानी प्रवाह दर; चिसो पानी तापमान; चिसो विधि।
(५)चिसो पानी ट्याङ्की:शीतलन विधि; पानी पाइप लेआउट; चिसो पानी प्रवाह दर; चिसो ट्यांक लम्बाइ; चिसो पानी तापमान; पाइप चिसो प्रभावकारिता।
(६)ढुवानी एकाइ: ढुवानी बन्द गति र नियन्त्रण; ढुवानी बन्द बल क्यालिब्रेसन; clamping बल र नियन्त्रण; ट्र्याक संख्या र प्रभावकारी लम्बाइ; सतह कठोरता र clamping ब्लक को आकार; ढुवानी बन्द सम्पर्क सतह।
(७) कटर: कटर प्रकार; ब्लेड दाँत प्रोफाइल र सामग्री देखा; रिसेट संयन्त्र; चिप संग्रह र धुलो हटाउने; आवाज नियन्त्रण; सीमा प्रणाली सेटअप; clamping संयन्त्र; ड्राइभ प्रणाली र शक्ति; स्वचालित काटन कार्य प्रणाली।
(८)कोइलर र डम्प तालिका: तनाव नियन्त्रण; लम्बाइ-कट आदेश प्रणाली; वाइन्डर स्टेशन चयन; घुमाउरो व्यास; डम्प कार्य संकेत; घुमाउरो रैखिक गति।
(९) परिशिष्ट:स्वचालित उत्पादनको लागि सर्तहरू:पर्खाल मोटाई मापन; बाहिरी व्यास नियन्त्रण; वजन मापन र उत्पादन तथ्याङ्क; गियर पिघल पम्प सञ्चालन स्थिति; मर केन्द्रित प्रणाली।
यदि तपाईंलाई थप जानकारी चाहिन्छ भने,Ningbo Fangli टेक्नोलोजी कं, लिमिटेडतपाईंलाई विस्तृत सोधपुछको लागि सम्पर्क गर्न स्वागत छ, हामी तपाईंलाई व्यावसायिक प्राविधिक मार्गदर्शन वा उपकरण खरिद सुझावहरू प्रदान गर्नेछौं।
सोधपुछ पठाउनुहोस्

X
हामी तपाईंलाई राम्रो ब्राउजिङ अनुभव प्रदान गर्न, साइट ट्राफिक विश्लेषण र सामग्री निजीकृत गर्न कुकीहरू प्रयोग गर्छौं। यो साइट प्रयोग गरेर, तपाईं कुकीहरूको हाम्रो प्रयोगमा सहमत हुनुहुन्छ।
गोपनीयता नीति